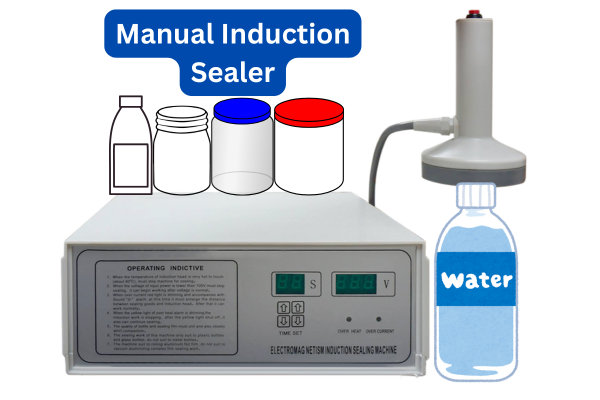
- Capable of sealing 20mm-100mm closures
- Machine Model: MIS
- Machine Power: 220V/110, 450 W
-
-
NOTES:
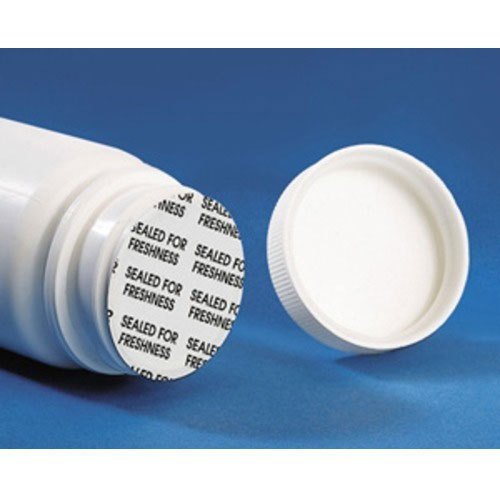
Seal Material Selection and Application:
Material Selection for Induction Sealing
Closures such as continuous-thread caps, child-resistant caps, or dispensing caps can be manufactured from materials like PET, PVC, PE, PP, PS, multilayer Gamma structures, glass, Barex, PLA, or metal. Regardless of the closure material, a reliable induction seal can be achieved when the correct liner structure is selected.
The most important factor in choosing an induction seal is the product being packaged. Products that contain aggressive or volatile ingredients such as chemicals, acids, solvents, high salt levels, alcohol, or vinegar may require a protective or barrier layer. This layer is typically placed between the heat-seal film and the aluminum foil. Its role is to prevent corrosion and protect the integrity of the seal when exposed to reactive contents.
The next consideration is the liner structure. One option is a single-piece liner. This liner includes a backing layer, usually made of board, foam, or paper. During the induction process, the entire liner structure bonds to the container lip. Once sealed, nothing remains inside the closure after the foil is removed, which means there is no reseal capability. Single-piece liners are commonly used for food, beverage, and vitamin products, or for applications where resealing is not required after opening.
Another option is a two-piece liner. In this design, the foil seal is temporarily attached to a backing material using a wax bond. The backing is typically made of pulp, board, or foam. During induction sealing, the wax melts and is absorbed into the backing. The foil remains sealed to the container, while the backing stays inside the cap. This allows the package to be resealed after the foil is removed. For aggressive or volatile products, a barrier layer can also be added between the heat-seal layer and the foil.
A variation of this design is a two-piece reseal liner with a high-barrier retain layer. In this configuration, a high-barrier polyester film is laminated to the backing material. After the foil seal is removed, this barrier layer helps improve oxygen permeability and moisture vapor transmission performance, which can extend product stability.
Finally, the removal characteristics of the seal must be considered. Some applications require a clean peel, where the liner separates completely from the container without leaving residue. Others require a weld seal or tamper-evident bond, where the foil must be destroyed to open the package and leaves visible residue on the container lip. In some cases, an easy-entry seal is preferred, allowing the membrane to be punctured easily with a finger or tool.
Selecting the right combination of liner type, barrier protection, and removal characteristics ensures product safety, package integrity, and the desired user experience.